Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Кресленнях (ГОСТ 2.309)
|
|
Позначення шорсткості поверхні на кресленнях
Шорсткість поверхонь позначається на кресленні для всіх поверхонь виробу, крім тієї, шорсткість якої не зумовлена вимогами конструкції.
У залежності від обраного виду обробки встановлено 3 знаки позначення шорсткості поверхні:
- переважний знак, коли вид механічної обробки не встановлений;
- знак утворення поверхні засобами видалення шару матеріалу, наприклад, точінням, фрезеруванням, шліфуванням тощо;
- знак поверхні, отриманої без видалення шару матеріалу (литтям, куванням, прокатом, штампуванням тощо), а також поверхні, до обробки яких вимоги не встановлені.
Значення параметра шорсткості вказують над знаком позначення шорсткості трьома способами:
- вказують найбільші допустимі значення параметра після
відповідного символу, наприклад:
Rmax 6, 3; Sm 0, 63; Rz 32.
Параметр Ra вказують без символу, наприклад, 0, 5;
- числові значення параметрів вказують в діапазоні їхніх
Значень, розміщуючи межі значень параметрів у двох рядках,
наприклад:
1, 00 Rz 0, 080 Rmax 0, 80 t5050
0, 63 0, 032 0, 32 70
- вказують номінальне значення параметра з граничними
відхиленнями за ГОСТ 2789, наприклад: 1±20%; Rz80_10о/о;
Sm0, 63+20%; t5070±40%.
При вказуванні двох чи більше параметрів шорсткості поверхні в позначенні шорсткості значення параметрів записують зверху донизу в наступному порядку:
- параметр висоти нерівності Ra (Rz);
- параметр кроку Sm;
- відносну опорну довжину профілю tp.
На поличці знаку шорсткості вказують вид обробки поверхні тільки в тих випадках, коли він є єдиним, що застосовується для одержання необхідної якості поверхні.
Під поличкою вказують базову довжину l тільки тоді, коли висотні параметри Ra і Rz визначаються в межах базової довжини, що відрізняється від рекомендованої, зазначеної в таблиці вище.
Умовні позначки напрямку нерівностей наступні:






Ці позначки приводять на кресленні тільки в разі потреби за схемою
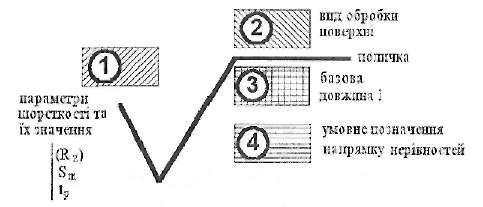
Рисунок 2 - Схема позначення шорсткості поверхні
Шорсткість залежить від інструменту, яким оброблена поверхня, а також від технологічного процесу та режимів виконання тих чи інших операцій (рисунок 3).

Рисунок 3 - Числові значення параметрів шорсткості поверхонь,
що отримані деякими способами обробки
Знак (знаки шорсткості) наносять на кресленнях одним із способів, вказаних на рисунку.
Шорсткість поверхонь визначають за формулою:
Ra =0, 05 Т,
де Т - допуск розміру, мкм.
Хвилястість поверхні - це періодично повторювані нерівності, в яких відстань між вершинами виступів чи поглибленнями западин більша базової довжини 1 (див. рисунок 4).
Хвилястість займає проміжне значення між відхиленнями форми і шорсткістю поверхні, впливає на надійність роботи виробів і тому нормована.
Рекомендацією по стандартизації РС 3951-73 встановлено З параметри хвилястості:
1 Wz - висота хвилястості - середнє арифметичне з 5-ти
висот хвилястості (W1, W2, W3, W4, W5), виміряних на 5-ти однакових ділянках виміру хвилястості(l w19, l w29, l w39, l w49, l w59):
Wz = 1/5 · (W1 + W2 + W3 + W4 + W5)
2 Wmax - найбільша висота хвилястості - відстань між найвищою і найнижчою точками вимірюваного профілю в межах
ділянки виміру lw, визначеного на одній повній хвилі.
При цьому межі значення хвилястості слід вибирати з ряду: 0, 1; 0, 2; 0, 4; 0, 8; 1, 6; 3, 2; 6, 3; 12, 5; 25; 50; 100; 200мкм.
3 Sw- середній крок хвилястості - середнє арифметичне значення довжин хвиль Swі, вимірюваних від середньої лінії:


Рисунок 4 - До визначення хвилястості поверхні
Залежність величини шорсткості і хвилястості від
способу обробки поверхні
Вибір параметрів для нормування шорсткості поверхні повинен виконуватись з урахуванням призначення та експлуатаційних властивостей поверхні. В усіх випадках основним є нормування висотних параметрів.
Відхилення форми і взаємного положення, шорсткість і хвилястість поверхонь деталей значно впливають на експлуатаційні показники роботи машин. Відхилення геометричних параметрів деталей призводять до посиленого спрацювання, знижують надійність і довговічність машин.
Хвилястість і шорсткість у рухомих з'єднаннях призводять до нерівномірності зазору і до зменшення площі контакту, а отже, збільшують питомий тиск, " схоплюють" окремі нерівності і виривають частинки металу, які, потрапляючи до мастила активно діють і збільшують спрацювання у початковий період роботи. Чим більше початкова шорсткість відрізняється від оптимальної, тим більш буде спрацювання у період припрацювання
Хвилястість і шорсткість у рухомих з'єднаннях призводять до нерівномірності зазору і до зменшення площі контакту, а отже, збільшують питомий тиск, " схоплюють" окремі нерівності і виривають частинки металу, які, потрапляючи до мастила активно діють і збільшують спрацювання у початковий період роботи. Чим більше початкова шорсткість відрізняється від оптимальної, тим більш буде спрацювання у період припрацювання
Шорсткість поверхні впливає також на втомлювану міцність деталей і на герметичність з'єднання. Вигладжування поверхонь (після точіння або шліфування) алмазними кінцевиками з радіусом сфери або циліндра 2...З мм на 25...40% підвищує втомлювану міцність і на 15...50% стійкість до спрацювання деталей з легованих сталей (за рахунок створення залишкових напруг стиску і кращих параметрів шорсткості).
У нерухомих з'єднаннях шорсткість поверхонь деталей впливає па їх міцність. При запресовуванні вала в отвір відбувається часткове зрізання поверхонь, внаслідок чого зменшується дійсний натяг порівняно з розрахунковим.
Мікронерівності сприяють розвитку корозії металу. На грубо оброблених поверхнях корозія виникає і розповсюджується швидше.
Із сказаного випливає, що обґрунтоване призначення точності є важливим фактором підвищення надійності і довговічності робити машин, їх строку служби.
Контрольні запитання
1 Що таке хвилястість, шорсткість? їх визначення
2 Розходження між хвилястістю та шорсткістю поверхні
3 Що таке середня лінія профілю поверхні та як вона проводиться?
4 Які параметри кількісної оцінки шорсткості та як вони
визначаються?
5 Позначення шорсткості поверхні на кресленнях. Приклади
6 Типи та умовні позначення на кресленнях напрямків не
рівностей поверхні.
7 Основні методи та засоби вимірювань шорсткості поверхні.
8 Залежність величини шорсткості від способу обробки поверхні