Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Тақырып. Ажыратылмайтын қосылыстар. Пісірілген қосылыстар.
|
|
Бө лшектерді зақ ым келтірмей ажыратып алуғ а болмайтын қ осылыстарды ажыратылмайтын қ осылыстар деп атайды. Ондай қ осылыстарғ а пісірілген, заклепкалы жә не желімделген қ осылыстар жатады.
Пісіріп қ осу деп, дене малекулаларының қ осылыс кү штеріне негізделген, бө лшектердің аздағ ан аумағ ын қ ыздырып, пластикалық кү йге жеткізіп, белгілі кү шпен қ ысып немесе балқ ытып қ осатын арыратылмайтын қ осылысты айтады.
Машина бө лшектерін пісіріп қ осу ө те берік қ осылыстардың бірі болып табылады, олардың беріктігі белгілі жағ дайларды біртұ тас бө лшектердің беріктігінен кем тү спейді. Сондық тан пісіріп қ осу қ азіргі заманғ ы ө ндірісте кең інен қ олданылады.
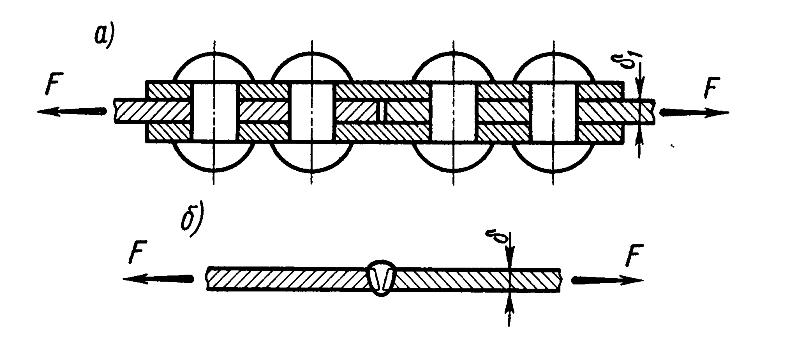
27.1-сурет. a) заклепкалы, b) пісірілген қ осылыстар.
Бө лшектерді пісіріп қ осудың заклепкалы қ осылыстарғ а қ арағ анда кө птеген артық шылық тары бар. Атап айтқ анда:
1. Заклепкалы қ осылыстарды пісіріп қ осумен алмастырғ анда 15-20 % метал ү немделеді.
2. Пісіріп қ осу заклепкалы қ осылысқ а қ арағ анда берік келеді, себебі заклепка қ ондырылуғ а арналғ ан тесіктер қ осу денелерінің қ има ауданын кемітеді.
3. Пісіруге керекті жабдық тардың бағ асы мен пісіру техналогиясы арзан жә не де оларды автоматтандыруғ а болады.
Қ азіргі кезде осы артық шылық тарына байланысты пісіріп қ осу заклепкалы қ осылыстарды толық алмастырып келеді. Мысалы, кө пірлер, қ ұ рылыс конструкциялары, жү к кө тергіш крандардың металл конструкциясы тү гел пісіріп қ осу арқ ылы қ ұ ралады.
Пісіріп қ осудың аздағ ан кемшіліктері де бар. Мысалы, қ ыздыру арқ ылы қ осқ анда бө лшектер қ имасында аздағ ан кү ш кернеуі пайда болады жә не заклепкағ а қ арағ анда айнымалы кү штерді нашарлау қ абылдайды.
Бірақ, қ азіргі уақ ытта пісіріп қ осудың жаң а ә дістері, атап айтқ анда, диффузия қ ұ былысын пайдаланып пісіру, электрон сә улесімен пісіру, ү йкеліспен пісіру немесе инертті газдың бү ркемесімен пісіру кең інен пайдаланылып келеді. Сондай ақ, осы ә дістер арқ асында легирленген болттардың жә не тү сті металл қ орытпаларын беріктігін кемітпей, пісірумен қ осуғ а болады. Сонымен қ атар, қ азіргі кезде осы ә дістермен ө те жің ішке (d = 0, 1 мм) сым темірлерден бастап қ алың дығ ы бір–екі метрге дейін жететін қ орап бө лшектерін де пісіру арқ ылы қ осуғ а болады.
Техналогияғ а байланысты пісіріп қ осуды екі тү рге бө луге болады:
1. Бө лшектердің шамалы аудандарын қ ыздыру арқ ылы балқ ытып қ осу.
Оғ ан электр доғ асымен, электр шлакпен, электр сә улесімен, газбен, флюс қ абатының астында автоматты, аргонды доғ амен пісіру т.б. жатады. Ең кө п тарағ ан тү рі–электр доғ асымен пісіру, оның ү ш тү рі бар: 1) флюстағ ы автоматты пісіру. Пісірудің бұ л тү рі жоғ арыө німді жә не экономды, жақ сы сапалы шов береді. Ұ зын шовтары бар конструкцияларды жасайтын ү лкен сериялы жә не бұ қ аралық ө ндірісте қ олданылады. 2) флюста жартылайавтоматты пісіру. Қ ысқ а ү зілісті шовтары бар конструкцияларда қ олданылады. 3) қ олмен пісіру. Доғ алық пісірудің қ алғ ан тү рлері рационалды болмағ анда қ олданылады. Пісірудің бұ л тү рі аз ө німді. Шовтың сапасы пісірушінің квалификациясына байланысты.
2. Пісіріп қ осу техналогиясының екінші тү рі–металдарды пластикалық кү йге жеткізіп, қ осылатын бө лшектерді кү шпен қ осу арқ ылы пісіру.
Бө лшектерді факумда тү йістіріп, диффузия қ ұ былысын пайдаланып пісіруге болады. Бұ л ә діспен метелдарды ғ ана емес, графит пен герметикалық материалдар да пісіріледі.
Пісіру қ осылыстарының конструкциялық ерекшеліктері жә не шовтардың тү рлері:
Бө лшектерді тү йістіріп қ осу. Бұ л барлық пісіру қ осылыстарының ішіндегі ең қ арапайым жә не сенімді тү рі, оларды конструкцияғ а вибрациялық жү ктеме ә сер ететін жағ дайда қ олданады.
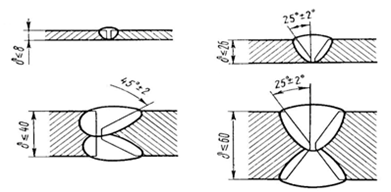
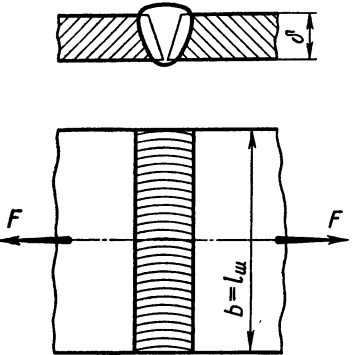
27.2-сурет. Тү йістіріп пісірудің шовтары.
Тү істірілген қ осылыстар бө лшектердің қ алың дығ ына байланысты бірнеше жолмен жү зеге асырылады.
Егер қ олмен пісірілген бө лшектердің қ алың дығ ы 5-8 мм-ге дейін жә не автоматты пісірілген бө лшектердің қ алың дығ ы 15 мм-ге дейін болса, жиектерін ө ң деудің қ ажеті жоқ болады. Ал қ алың бө лшектердің пісіріп қ осу кезінде жиектерін ө ң деген жө н.
Егер шов бір жақ бетте ғ ана болса, бө лшектердің жиегін «V» тү рлі етіп алып, ал егер шов екі жағ ынан да жасалса онда, олардың жиектерін «Х» тү рлі етіп ө ң деу керек. Бұ л ә діспен қ алың дығ ы 40 мм-ге дейінгі бө лшектерді пісіріп қ осуғ а болады. Іс жү зінде тү йістіріліп пісірілген қ осылыс шовтың аймағ ындағ ы қ ауіпті қ иманың беріктігін табу арқ ылы есептеледі.
Егер қ осылыс созылуғ а жә не иілуге жұ мыс істесе, онда пайда болатын кернеудің шамасы, яғ ни созылу мен иілу кернеулері былайша анық талады:
 жә не
жә не 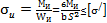
Мұ нда,  жә не
жә не  қ осылыстағ ы бө лшектердің ені мен қ алың дығ ы;
қ осылыстағ ы бө лшектердің ені мен қ алың дығ ы;  -пісіру қ осылыстарындағ ы мү мкін болатын кернеу.
-пісіру қ осылыстарындағ ы мү мкін болатын кернеу.
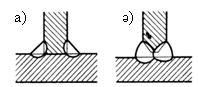
Айқ астырып қ осу. Бұ лқ осылыстарды ә р тү рлі қ ималы бұ рыштық шовтармен орындайды: нормалдық (27.3, а-сурет), оның профилі тең бү йірлі ү шбұ рыш тү рінде болады; ойық (27.3, ә -сурет), жауапты конструкцияларда айнымалы жү ктеме ә сер еткенде қ олданылады, ойыс қ осылыс бө лшектің шовы негізгі металына бірігеді жә не кернеу концентрациясы аз болады. Бұ л қ осылыстың бағ асы да қ ымбат болады, себебі металл терең балқ ытылады жә не қ осымша механикалық ө ң деу жасалады; дө ң ес (27.3, б-сурет) – рационалды емес, ө йткені кереудің ү лкен концентрациясын тудырады; арнайы (27.3, с-сурет), профильдері тең бү йірлі емес тік бұ рышты ү шбұ рыш болады, айнымалы жү ктеме ә сер еткенде қ олданылады, ө йткені кернеу концентрациясын елеулі тө мендетеді.
Шовтың  катеті ретінде, қ имағ а енгізілген тең бү йірлі ү шбұ рышты шовтың катетін қ абалдайды (27.3, ә -сурет). Кө п жағ дайларда
катеті ретінде, қ имағ а енгізілген тең бү йірлі ү шбұ рышты шовтың катетін қ абалдайды (27.3, ә -сурет). Кө п жағ дайларда  ның мә нін пісірлген бө лшектің
ның мә нін пісірлген бө лшектің  қ алың дығ ымен бірдей қ ылып алады, бірақ 3 мм ден кем емес.
қ алың дығ ымен бірдей қ ылып алады, бірақ 3 мм ден кем емес.

27.3-сурет. Бұ рыштық шовтар.
Орналасуына байланысты бұ рыштық шовтардың келесі тү рлері болады: a)қ арсы, яғ ни  кү шінің ә серіне перпендикуляр орналасқ ан(27.4, а-сурет), ә) флангті, яғ ни кү шінің ә серіне пареллель орналасқ ан (27.4, ә -сурет), б)аралас, бұ л қ арсы жә не флангті шовтардан қ ұ ралғ ан(27.4, б-сурет).
кү шінің ә серіне перпендикуляр орналасқ ан(27.4, а-сурет), ә) флангті, яғ ни кү шінің ә серіне пареллель орналасқ ан (27.4, ә -сурет), б)аралас, бұ л қ арсы жә не флангті шовтардан қ ұ ралғ ан(27.4, б-сурет).

27.4-сурет.Бұ рыштық шовтармен айқ астырылғ ан қ осылыстар.
Айқ астырылғ ан қ осылыстарда созатын немесе сығ атын кү штердің центрден тыс ә серінен  июші момент пайда болады (27.4, а-сурет), бұ л осы қ осылыстардың айтарлық тай кемшілігі болып табылады.
июші момент пайда болады (27.4, а-сурет), бұ л осы қ осылыстардың айтарлық тай кемшілігі болып табылады.
 27.5-сурет.Таврлық қ осылыстар.
27.5-сурет.Таврлық қ осылыстар.
|  27.6-сурет. Тү йістіріп қ осу.
27.6-сурет. Тү йістіріп қ осу.
|
Таврлық қ осылыстар. Пісірілетін элементтер ө зара перпендикуляр жазық тық тарда орналасады. Қ осылыс тү йістіру немесе бұ рыштық шовтар арқ ылы орындалады.