Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Фрезерование стальной призмы
|
|
Рассмотрим пример комплексной работы по фрезерованию с применением известных нам из предыдущего методов обработки.
Необходимо изготовить стальную призму (рис. 3) из бруска квадратной стали сечением 32X32 мм и длиной 90 мм.
Обработка складывается из следующих операций:
а) фрезерование поочередно четырех граней бруска начисто на размер 30X30 мм за один проход (припуск на сторону составляет 1, 0 мм);
б) фрезерование обоих торцов бруска начисто на размер 85 мм; каждый торец за один проход (припуск па сторону составляет 2, 5 мм);
в) фрезерование прямого паза 18x1, 5 мм в основании призмы;
г) фрезерование трех центровых шлицев шириной
2 мм каждый па трех плоскостях бруска;
д) фрезерование трех угловых канавок на трех гранях
призмы.
Операция фрезерования граней бруска цилиндрической фрезой на фрезерном станке не представляет затруднений; ее надо выполнить цилиндрической фрезой с винтовыми зубьями 63X X 50X27 мм из быстрорежущей стали Р18, с числом зубьев
2 = 8.
Операция фрезерования торцов бруска торцовой фрезой на горизонтально-фрезерном станке нам знакома; ее выполним торцовой фрезой диаметром 63x40X27 мм из быстрорежущей стали Р18, с числом зубьев г=8.

Рис. 3. Чертеж призмы
Операция фрезерования прямого паза нам также знакома; ее надо выполнить трехсторонней дисковой фрезой 100x18x32 мм с разнонаправленными зубьями из быстрорежущей стали Р18, с числом зубьев г = 16.
Операция фрезерования центровых шлицев производится тонкой прорезной фрезой толщиной 2 мм, диаметром 80 мм с отверстием для оправки диаметром 22 мм из быстрорежущей стали Р18, с числом зубьев г=45.
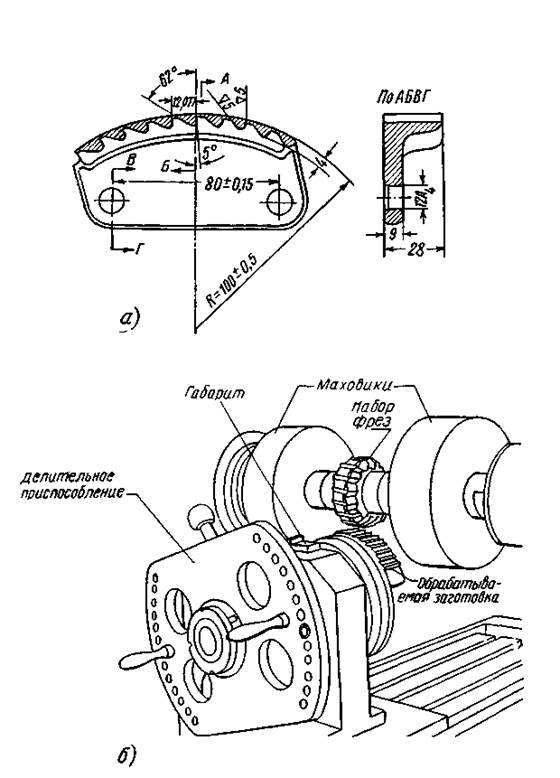
Рис. 2. Фрезерование зубчатого сектора: а — деталь, б — установка заготовки в приспособлении
Так как глубина шлица от верхней плоскости бруска довольно значительна— 13 мм, то фрезерование производят в несколько проходов. При фрезеровании применяют охлаждение эмульсией; так как при фрезеровании такого глубокого шлица охлаждение фрезы затруднено, то резание производят с пониженной скоростью при небольшой подаче-После того как остальные два более мелких шлица поочередно таким же образом профрезерованы, приступают к фрезерованию угловых канавок.
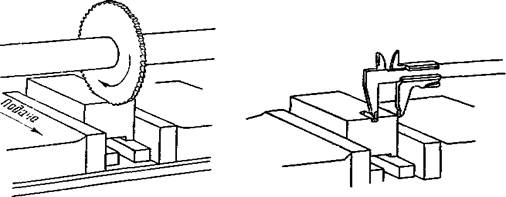
Рис. 5. Фрезерование шлица Рис. 6. Измерение штангенциркулем
для установки шлицевой фрезы
Для фрезерования угловых канавок согласно чертежу призмы (см. рис. 4) выберем симметричную двухугловую фрезу с углом при вершине 90° размером 75x30x27 мм из быстрорежущей стали Р18.
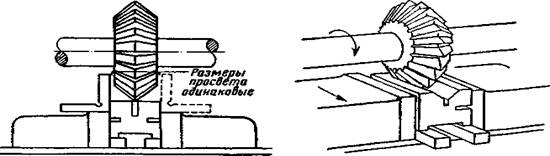
Рис. 7. Установка двухугловой Рис. 8. Фрезерование угловой фрезы канавки
Установив двухугловую фрезу по центру заготовки при помощи угольника (рис. 7), зубья фрезы врезают на полную глубину канавки в несколько проходов, проверяя ширину ее после каждого прохода. Ширина фрезы (в данном случае 30 мм) должна быть больше ширины канавки (24 мм). После фрезерования первой канавки поочередно фрезеруют две другие. На рис. 8 показана заготовка призмы при фрезеровании угловой канавки.
В качестве варианта технологического процесса возможно также фрезеровать шлицы после фрезерования угловых канавок, что даст уменьшение времени на фрезерование шлиц.