Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Фрезерование Т-образных пазов
|
|
Рассмотрим фрезерование трех Т-образных пазов согласно рис. 9, а. Материал заготовки — мягкий чугун.
Т-образные пазы фрезеруют обычно в два перехода: при первом переходе фрезеруют прямоугольную прорезь (18X30 мм), при втором переходе — широкую часть паза (32x15 мм).
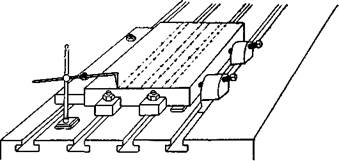
Рис. 11. Установка заготовки для фрезерования Т-образного паза
Размеченную заготовку устанавливают непосредственно на столе станка, как показано па рис. 11. Выверяют установку заготовки на горизонтальность (параллельность) столу реймасом, двигая его вдоль стола станка. Затем закрепляют рейсмас в шпинделе станка и проверяют продольной подачей стола правильность установки размеченных пазов по отношению к столу станка. После выверки окончательно закрепляют заготовку болтами к столу станка.
Для первого перехода берем концевую фрезу диаметром 18 мм.
Для фрезерования первого паза надо, комбинируя продольную и поперечную подачи, подвести заготовку под фрезу до легкого касания и установить фрезу точно по линии разметки первого паза. Затем продольной подачей отвести стол в исходное положение и вращением рукоятки вертикальной подачи поднять стол на глубину паза, равную 30 мм (см. рис. 9, а).
Застопорить консоль и поперечные салазки стола, установить кулачки механического выключения продольной подачи стола и вручную подвести заготовку к фрезе. Медленно поворачивая рукоятку продольной подачи стола, врезаться фрезой в заготовку, после чего включить механическую продольную подачу стола.
|
| Рис. 12. Три перехода при фрезеровании Т-образного паза с заваленной кромкой |
По окончании фрезерования первого паза таким же образом фрезеровать второй и третий пазы.
Закончив фрезерование пазов концевой фрезой, можно приступить к окончательному фрезерованию пазов, для чего нужно установить в шпиндель Т-образную фрезу с разнонаправленными зубьями диаметром 32 мм и шириной 15 мм, с шейкой диаметром 18 мм (рис. 10, а). Материал фрезы — быстрорежущая сталь Р18; число зубьев 8.
Для окончательного фрезерования первого паза необходимо подвести заготовку под фрезу с таким расчетом, чтобы шейка фрезы диаметром 18 мм совпадала с профрезерованиым пазом шириной 18 мм. Глубина установки фрезы определяется так, чтобы основание фрезы коснулось дна паза. Затем следует отвести продольной подачей стол в исходное положение, застопорить консоль и поперечные салазки стола и медленной ручной подачей стола врезаться в заготовку, после чего включить механическую продольную подачу стола.
По окончании прохода следует проверить штангенциркулем или шаблоном размеры паза. Затем приступить к фрезерованию второго паза, повторяя все приемы, изложенные выше, и, наконец, к фрезерованию третьего паза.
Иногда Т-образные пазы имеют заваленные кромки, как это показано на рис. 12, в. В этом случае делают третий переход угловой концевой фрезой, подобно показанной на рис. 10, б, но с обратным конусом, и снимают фаску.
Таким образом, фрезерование Т-образного паза следует производить в три перехода: при первом переходе фрезеруют прямую канавку (рис. 12, а), при втором фрезеруют Т-образный паз (рис. 12, б), при третьем снимают фаски (рис. 12, в).
Фрезерование трех прямоугольных пазов при первом переходе можно производить вместо вертикального станка на горизонтально-фрезерном станке одновременно набором из трех трехсторонних дисковых фрез. Такая обработка резко сокращает время и позволяет применить скоростные режимы фрезерования дисковыми фрезами с твердосплавными ножами.
2.4. Фрезерование паза «ласточкин хвост»
Фрезерование паза «ласточкин хвост» в заготовке по рис. 9, б производят за два перехода. При первом переходе фрезеруют концевой фрезой диаметром 50 мм прямоугольный паз размерами 50X20 мм, а при втором переходе снимают скосы паза «ласточкин хвост» дисковой одноугловой фрезой с углом 55°.
Фрезерование нешироких пазов «ласточкин хвост» в небольших деталях производят за один проход фрезами, подобно показанной на рис. 10, б.
Для устранения зазора между сопряженными по типу «ласточкин хвост» двумя деталями паз выполняют с уклоном по ширине к одной стороне. Подумайте, как построить технологический процесс обработки в этом случае и какой надо выбрать фрезерный станок.