Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Проверка деталей экипажной части
|
|
Магнитный контроль рессорных подвесок, болтов люлечного подвешивания и рессорного подвешивания, проушин и серег люлечного подвешивания тележек моторвагонного подвижного состава, болтов розетки автосцепки и подобных им деталей экипажа производят в переменном магнитном поле настольными или круглыми дефектоскопами.
Проверку производят по всем плоскостям участками длиной не более 125 мм при контроле круглым дефектоскопом и не более 100 мм – настольным дефектоскопом.
В процессе проверки особое внимание уделяется местам перехода от одного сечения к другому и с резьбы на цилиндрическую часть.
Проверка зубчатых колес
Магнитный контроль зубьев ведомых зубчатых колес, насаженных на оси колесных пар, а также шестерен, насаженных на валы тяговых двигателей, производят с помощью специальных дефектоскопов типа ДГЗ-57 или других типов, выполненных по чертежам, утвержденным в ОАО «РЖД».
Проверку производят последовательным намагничиванием всех зубьев проверяемого зубчатого колеса и обильной поливкой участков с намагниченными зубьями хорошо размешанной магнитной смесью (рисунок 2.4.).
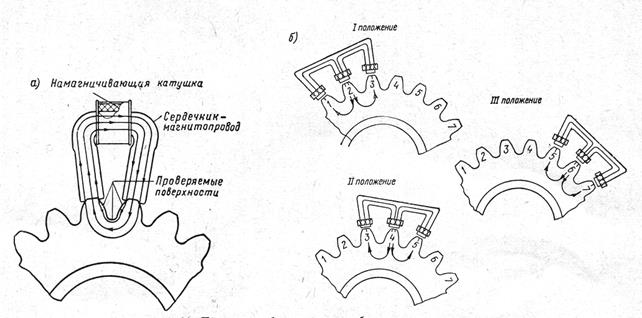
Рисунок 2.4 – Проверка зубчатых колес
Контрольные вопросы
1) Для чего предназначена и на чем основывается магнитная дефектоскопия?
2) Дайте характеристику «сухому» и «мокрому» способам магнитной дефектоскопии?
3) Расскажите принцип магнитографического способа диагностирования?
4) Какие узлы электроподвижного состава можно подвергать магнитной дефектоскопии?
5) Можно ли с помощью магнитной дефектоскопии выявить трещины не выходящие на поверхность детали?
6) Какие типы дефектоскопов применяются для проверки технического состояния узлов подвижного состава?
7) Перечислите узлы и агрегаты подвижного состава, которые подвергаются магнитному контролю?
Практическая работа №3
УЛЬТРАЗВУКОВАЯ ДЕФЕКТОСКОПИЯ
Ц е л ь р а б о т ы: ознакомится с методами проведения ультразвуковой дефектоскопии; изучить конструкцию и принцип действия дефектоскопов.
Общие положения
Ультразвуковая дефектоскопия – группа методов, в которых используют проникающую способность упругих волн ультразвукового диапазона частот (иногда звукового). Ультразвуковая дефектоскопия – один из наиболее универсальных способов неразрушающего контроля, методы которого позволяют обнаруживать поверхностные и глубинные дефекты – трещины, раковины, расслоения в металлических и неметаллических материалах (в том числе сварных и паяных швах, клееных многослойных конструкциях), определять зоны коррозии металлов, измерять толщину (резонансный метод).
Принцип метода основан на отражении волн от границ материалов с разной звуковой проницаемостью. Схема такой установки показана на рисунке 3.1.
При прохождении волны через границу двух материалов, часть энергии отражается, а часть передается дальше. Количество отраженной энергии, или коэффициент отражения, определяется соответствующим акустическим импедансом двух материалов. В обычной для ультразвуковой дефектоскопии границе металл/воздух коэффициент отражения достигает 100%. Фактически, вся звуковая энергия отражается от трещин или других неоднородностей, встречающихся на пути волны. Этот фундаментальный принцип и делает возможным проведение ультразвуковых измерений.
Прямая и
отраженная волны
 Н.
Н.
D
Рисунок 3.1 – Схема проверки детали с использованием ультразвука