Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Розробка конструкції моделей і ящиків
|
|
Елементи модельного комплекту виготовляють з окремих заготівель, оскільки такий модельний комплект має вищі експлуатаційні властивості в порівнянні з модельним комплектом, виготовленим з цілого куска деревини. Будь-яка дерев'яна модель або стрижневий ящик незалежно від їх складності і величини розмірів є конструкцією, що складається із заготівель.
Характеристики модельних комплектів по міцності конструкції залежно від їх класу міцності регламентовані ГОСТ 13354-91 (таблиця 5.2).
Таблиця 5.2 - Особливості виготовлення моделей за ГОСТ 13354-91
| Характеристика | Вимоги до моделей за класами міцності | ||
| I | II | III | |
| Ширина дощок, не більше, мм | |||
| Конструкції каркасів моделей. | Прямолінійні каркаси виконуються коробками і рамками, круглі - кільцями (дисками). Відстань між внутрішніми рамками для прямолінійних і між кільцям (дисками) для круглих каркасів повинне бути не більш, мм | ||
| В'язання коробчастих заготівель | У шип з попередньою посадкою на клей, стикуванням нагелем з попередньою посадкою на клей і з додатковим кріпленням шурупами та цвяхами. | З брусів в шпильку або внапусток на клею з додатковим кріпленням кутів цвяхами. | |
| Кути коробок стрижневих ящиків додатково зміцнювати стяжними болтами. | |||
| В'язання рамних заготівель | Переклеюванням не менш трьох шарів з додатковим кріпленням кутів нагелями, шурупами і цвяхами. Відстань між внутрішніми перегородками і перев'язками в заготівлях не більше, мм | Стикуванням нагелем з попередньою посадкою на клей. Додаткове кріплення шпонками. | |
| В'язання кільцевих і дискових заготівель | Переклеюванням не менш трьох шарів з косяків, сегментів і секторів з додатковим кріпленням нагелями і цвяхами. |
Продовження табл. 5.2
| Характеристика | Вимоги до моделей за класами міцності | ||
| I | II | III | |
| Фіксація рознімних стрижневих ящиків | За допомогою сталевих дюбелів і втулок (рис. 5.1, 5.2, 5.3), розміри яких наведені в табл. 5.3 і 5.4. | Дерев'яними дюбелями і шипами. | |
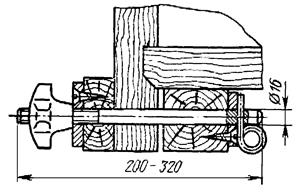
| Скріплення рознімних стрижневих ящиків | Болтовими стяжками (рис. 5.4, 5.5) і скобами (рис. 5.6). | ||
| Дрібні формоутворюючі частини | Урізання в тіло моделі. Кріплення нагелями на клею, болтами, шурупами з попередньою посадкою на клей. | Кріплення цвяхами з попередньою посадкою на клей. | |
| Виконання відокремлюваних і швидкоспрацьо-вуваних частин | З металу або пластмаси. | Із твердих порід деревини або деревних шаруватих пластиків. | |
| Кріплення до тіла моделі за допомогою клинових скріплювачив (рис. 5.7, табл. 5.5). | |||
| Виконання галтелей | Завдяки основному тілу моделі, а також врізанням планок з деревини або пластмаси. | Врізанням або вклейкою планок з деревини або пластмаси. | Вклейкою дерев'яних планок. |
| Радіус галтелі, виконаний шпаклівкою, мм, не більш | |||
| Армування площин набивання | Пластинами із смугової сталі. | Твердими породами дерева, або пластинами з смугової сталі. | Не обов'язково |
| Пластини товщиною 2...5 мм зі сталі кріплять шурупами. | |||
| Обробка робочих поверхонь | Всі поверхні ґрунтують. Шпаклювання допускається тільки для вирівнювання окремих місць і поверхонь, що стикуються. | Всі поверхні ґрунтують. Шпаклювання допускається для всіх поверхонь. |
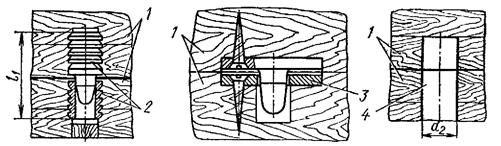
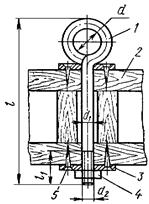
1 - половини стрижневого ящика; 2 - дюбель; 3 - фланцевий дюбель
4 – втулка
Рисунок 5.1 – Приклади фіксації половин стрижневого ящика
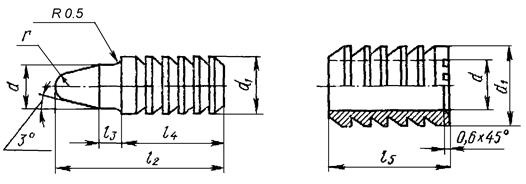
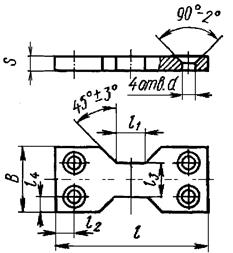
Рисунок 5.2 – Конструкція і розміри металевих дюбелів
Розміри дюбелів для стрижневого ящика вибираються залежно від його середнього габаритного розміру відповідно до табл. 5.3 і 5.4.
Таблиця 5.3 - Розміри металевих дюбелів
| Середній габаритний розмір ящика, мм | Розміри, мм | |||||||
| d | d1 | d2 | l1 | l2 | l3 | l4 | l5 | |
| До 160 | ||||||||
| 161...250 | ||||||||
| 251...400 | ||||||||
| 401...650 | ||||||||
| 651...1000 | ||||||||
| Понад 1000 |
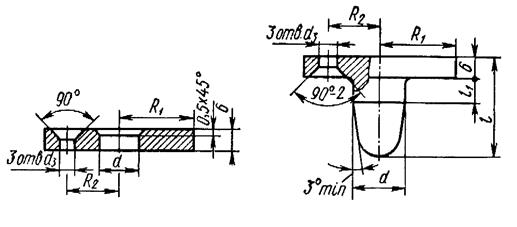
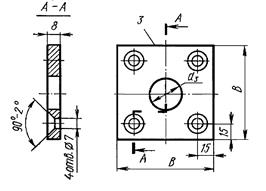
Рисунок 5.3 – Конструкція і розміри фланцевих дюбелів
Таблиця 5.4 - Розміри фланцевих дюбелів
| Середній габаритний розмір ящика, мм | Розміри, мм | |||||
| d | R1 | R2 | d3 | l | l1 | |
| До 160 | 4, 8 | |||||
| 161...250 | 12, 5 | 4, 8 | ||||
| 251...400 | 5, 8 | |||||
| 401...650 | 22, 5 | 7, 0 | ||||
| 651...1000 | 27, 5 | 7, 0 | ||||
| Понад 1000 | 32, 5 | 7, 0 |
Приклади скріплення рознімних стрижневих ящиків болтовими стяжками і скобами наведені на рис. 5.4, 5.5 і 5.6.
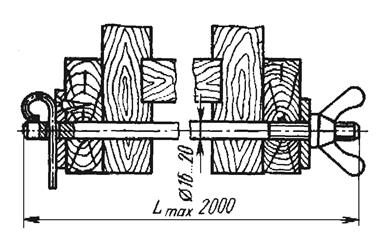
Рисунок 5.4 – Скріплення ящика двокутовою болтовою стяжкою
Малюнок 5.5 - Скріплення ящика однокутовою болтовою стяжкою
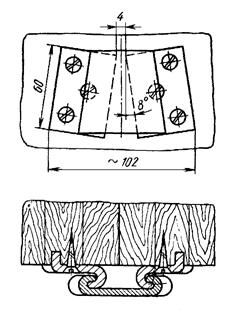
Рисунок 5.6 – Скріплення ящика скобою
Розміри клинових кріплень для відокремлюваних частин моделі вибираються відповідно до табл. 5.5.
Таблиця 5.5 - Розміри клинових кріплень для відокремлюваних частин моделі
| Розміри, мм | ||
| B | l | l1 |
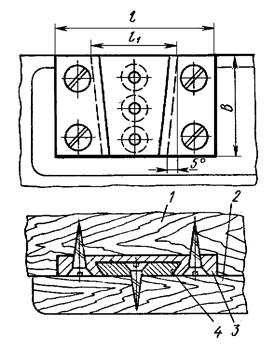
1 - модель або стрижневий ящик, 2 - відокремлювана частина, 3 - пластина, 4 - клин
Рисунок 5.7 - Клинове кріплення
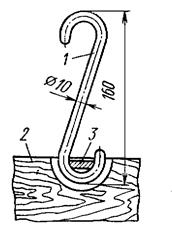
У модельних комплектів, маса яких перевищує 10 кг, у конструкції необхідно передбачати пристосування для транспортування - підйоми (гакові, смугові або болтові) і цапфи. Конструкція і розміри підйомів і цапф вибираються залежно від необхідної вантажопідйомності (рис. 5.8 - 5.11, табл. 5.6 - 5.9).
| 
|
| а | б |
а – конструкція підйому, б – розміри пластини, 1 - гак, 2 – модель або стрижневий ящик, 3 – пластина
Рисунок 5.8 -Гаковий підйом
Таблиця 5.6 – Розміри пластин для гакових підйомів
| Вантажопідйомність, кг | Розмір, мм | ||||||
| B | l | l1 | l2 | l3 | S | d | |
| До 45 | |||||||
| Понад 45...65 | |||||||
| Понад 65...90 |
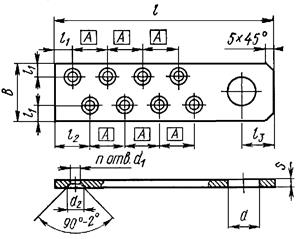
Рисунок 5.9 – Смуговий підйом
Таблиця 5.7 – Розміри пластин для смугових підйомів
| Вантажопідйомність, кг | Розмір, мм | Кількість отворів | ||||||||
| До 20 | l | B | S | d | d1 | d2 | l1 | l2 | l3 | |
| Понад 20...100 | 5, 8 | 10, 3 | 6, 10 | |||||||
| Понад 100...200 | 5, 8 | 10, 3 | 8, 14 | |||||||
| Понад 200...500 | 16, 5 | 16, 20 |
| 
|
| а | б |
а – конструкція підйому, б – розміри пластини, 1 – болт, 2 – модель або стрижневий ящик, 3 – пластина, 4 – гайка, 5 – шуруп
Рисунок 5.10 - Болтовий підйом
Таблиця 5.8 - Розміри болтових підйомів
| Вантажопідйомність, кг | Розмір, мм | ||||||
| болта | пластини | ||||||
| l | l1 | d | d1 | d2 | d3 | B | |
| До 2000 | 320…1000 | М20 | |||||
| Понад 2000...3000 | 500...1500 | М24 | |||||
| Понад 3000 | 630...1800 | М30 |

| 
|
| а | б |
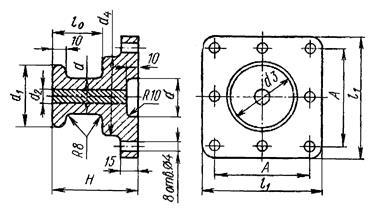
1 – холодильник, 2 – цапфа, 3 – гайка, 4 – болт
Рисунок 5.11 – Конструкція і розміри цапфи для стрижневих ящиків
Таблиця 5.9 – Розміри цапф для стрижневих ящиків
| Вантажопідйомність, кг | Розмір, мм | ||||||||
| d | d1 | d2 | d3 | d4 | H | l | l1 | A | |
| До 5000 | |||||||||
| Св. 5000 |
Ширина дошки для виготовлення моделей вибирається зі стандартного ряду залежно від габаритних розмірів моделі відповідно до таблиці 5.10.
Таблиця 5.10 - Ширина дошки для моделей
| Довжина моделі, мм | Висота моделей, мм | |||
| до 150 | понад 150 до 300 | понад 300 до 450 | понад 450 | |
| До 500 | - | |||
| 501…1000 | ||||
| 1001…1500 | ||||
| 1501…2000 |
Моделі для піскометного формування висотою до 200 мм виготовляють рамками внакладку з розбігом між плетіннями не більше 500 мм. Низ і верх захищаються дошками товщиною не менш 40 мм і облицьовуються перпендикулярно виїмці моделі. По висоті більше 200 мм моделі облицюють шаром у напрямку до виїмки. Бічні відокремлювані частини встановлюються на клинове кріплення (рис. 5.7), нижні і верхні відокремлювані частини - на штирі (рис. 5.1).
При виготовленні модельних комплектів для імпульсного формування також повинні враховуватися особливості імпульсного процесу, зокрема короткочасне навантаження, що діє в процесі формування. Всі моделі для імпульсного формування виготовляють не нижче II класу міцності з деревини хвойних або листяних порід. Моделі з габаритними розмірами менш 300х300 мм і висотою до 250 мм виконуються масивами в переклеювання. При склеюванні пиломатеріалів необхідно дотримувати чергування напрямку волокон. Моделі коробчатого типу виготовляють контурними рамками з подовжньо - поперечними плетіннями. Відстань між плетіннями повинна бути не більше 200 мм і товщина шару деревини - не менш 80 мм. Моделі циліндричного типу виготовляють із сегментів товщиною не більше 10…12 мм.
Виконання галтелей радіусом більше 5 мм на моделях шляхом підмазки шпаклівкою не допускається. На плоских моделях розміром менш 300х300 мм і висотою менш 200 мм венти не виконують.
Виготовлення моделей надливів з деревини виконується відповідно до вимог, наведених у табл. 5.11.
Таблиця 5.11 – Способи виготовлення моделей надливів
| Діаметр надливів, мм | Спосіб виготовлення | Спосіб зборки |
| До 250 | Масивом | Переклеюванням |
| Понад 250 до 500 | На дисках | На брусках |
| Понад 500 | На кільцях | На рамках |
При виготовленні модельних комплектів з деревини необхідно вказати умовну позначку використаних пиломатеріалів (дощок, брусків, брусів). Умовна позначка повинна складатися з найменування пиломатеріалу, цифрового позначення сорту, найменування породи деревини, цифрового позначення розмірів поперечного перетину пиломатеріалу позначення стандарту, наприклад:
Дошка – 2 – сосна – 32х100 ГОСТ 8486 – 86.