Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Особливості конструювання пластмасових моделей
|
|
Коефіцієнт тертя пластмас по формувальній суміші невеликий, тому формувальні ухили поверхонь для пластмасових модельних комплектів можуть бути менше, ніж для аналогічних металевих моделей (табл. 7.2).
Таблиця 7.2 – Формувальні ухили пластмасових моделей
| Висота моделі, мм | На зовнішніх поверхнях | На западинах і заглибленнях |
| До 20 | 10 | 2015/ |
| 21...50 | 0045/ | 1030/ |
| 51...100 | 0030/ | 0045/ |
| 101...200 | 0020/ | 0030/ |
| 201...300 | 0020/ | 0030/ |
| Понад 300 | 0015/ | 0020/ |
Моделі, висота яких не перевищує 30 мм (або об'ємом до 0, 5 дм3), можна виготовляти суцільнолитими. Більші по розмірах моделі необхідно виготовляти порожнистими. Товщина h стінок порожнистих моделей і ящиків визначається залежно від їх середнього габаритного розміру (табл. 7.3).
Таблиця 7.3 – Товщина стінок моделей і ящиків
| Середній габаритний розмір, мм | Товщина стінки, мм |
| До 200 мм | 7…9 |
| 201…600 | 9…11 |
| 601…1000 | 11…14 |
| Понад 1000 | 14…18 |
Порожнисті пластмасові моделі (при об'ємі понад 15 дм3) так само, як і металеві, зміцняються ребрами жорсткості. Товщину ребер приймають рівній товщині стінки моделі h, розташування ребер залежить від довжини L і ширини B моделі, а відстань між ребрами l вибирається залежно від висоти моделі Н (0, 4 Н, але не більше 300 мм). У місцях зчленування стінок і ребер необхідно виконувати заокруглення радіусом r не менш 3...5 мм (рис. 7.1)
У таблиці 7.4 наведені типові конструкції пластмасових ливарних моделей
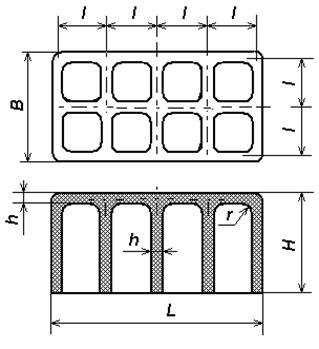
Рисунок 7.1 – Пластмасова модель
Таблиця 7.4 – Типові конструкції пластмасових моделей
| Конструкція | Об'єм моделей, дм3 | Приклад |
| Суцільнолиті | До 0, 5 | 
|
| Суцільнолиті порожнисті | Понад 0, 5 до 5, 0 | 
|
| Кіркові полегшені | Понад 5, 0 до 15, 0 | 
|
| Кіркові полегшені з ребрами жорсткості | Понад 15, 0 | 
|
Моделі з високими виступаючими бобишками або болванками для підвищення їх міцності іноді армують дерев'яними або гіпсовими сердечниками. Армовані моделі не мають ребер жорсткості, що значно скорочує витрати пластмаси на їх виготовлення.