Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Елементи конструкції опок
|
|
Для забезпечення точності складання форми в опоках передбачені елементи, що центрують: втулки направляючі і центруючі.
Втулки для центрування повинні розташовуватися в отворах на коротких стінках опок. Діаметри отворів втулок визначають залежно від середнього робочого розміру опок (табл. 8.3).
Таблиця 8.3 – Діаметри центрувальних отворів
| Середній робочий розмір, мм | Діаметр центрувального отвору, мм |
| до 755 | |
| понад 755 до 1500 | |
| понад 1500 до 2500 | |
| понад 2500 до 3500 | |
| понад 3500 до 5000 | |
| понад 5000 до 7000 |
Одна втулка виконується із круглим отвором (центруюча), а інша - з отвором овальної форми (направляюча). Робиться це для того, щоб запобігти жолобленню в процесі нагрівання опоки після заливання під час її розширення.
Опоки при складанні спарюють за допомогою спеціальних складальних штирів. Найбільш поширені два способи спарювання: «штирем» (рис. 8.1, а, б) і «на штир» (рис. 8.1, в, г).
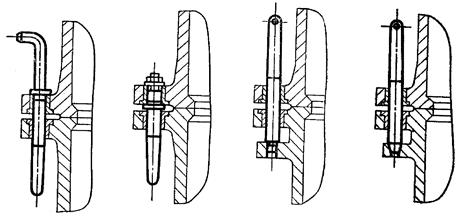
а) б) в) г)
а – з ручкою; б – з нарізковим хвостовиком; в – з циліндричним хвостовиком; г – з конічним хвостовиком
Рисунок 8.1 - Приклади використання центруючих штирів
Спосіб спарювання «на штир» забезпечує більш точне з'єднання верхньої і нижньої напівформ і є більш практичним в умовах великосерійного і масового виробництва.
Конструкції і розміри центруючих і направляючих штирів наведені на рис. 8.2 – 8.5 і табл. 8.4 – 8.7.
|
|
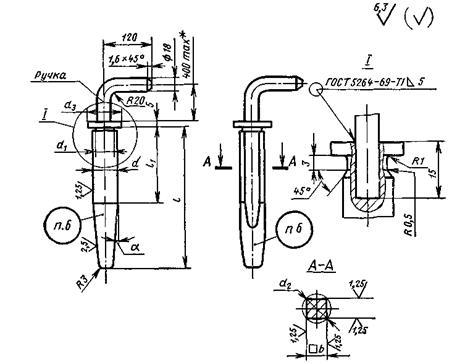
Рисунок 8.2 - Конструкція штирів центруючих (а) і направляючих (б) з ручкою
|
|
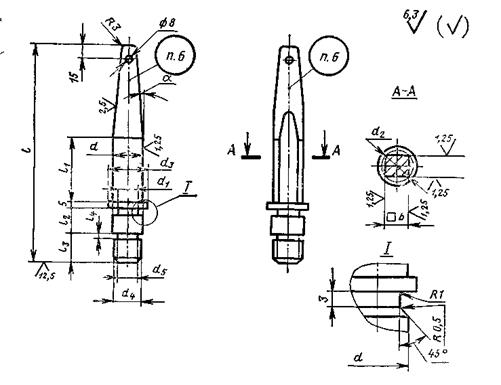
Рисунок 8.3 - Конструкція штирів центруючих (а) і направляючих (б) з різьбовим хвостовиком
Таблиця 8.4 - Розміри штирів центруючих і направляючих з ручкою
| Середній розмір опоки або D, мм | Основні розміри, мм | ||||||||
| d | d1 | d2 | d3 | b | L | l1 | aц | aн | |
| До 755 | 24, 5 | 3о | 5о | ||||||
| 3о | 5о | ||||||||
| 1о30 | 3о | ||||||||
| Понад755 до 1500 | 29, 5 | 3о | 5о | ||||||
| 3о | 5о | ||||||||
| 1о30 | 3о | ||||||||
| 1о30 | 3о | ||||||||
| Понад 1500 до 2500 | 36 (35) | 35, 4 (35, 4) | 36 (35) | 3о | 5о | ||||
| 1о30 | 3о | ||||||||
| 1о30 | 3о | ||||||||
| 1о30 | 3о | ||||||||
| Понад 2500 до 3500 | 39, 5 | 3о | 5о | ||||||
| 1о30 | 3о | ||||||||
| 1о30 | 3о | ||||||||
| Понад 3500 до 5000 | 50 (40) | 49, 5 (39, 5) | 55 (45) | 50 (40) | 3о | 5о | |||
| 1о30 | 3о | ||||||||
| 1о30 | 3о |
Таблиця 8.5 - Розміри штирів центруючих і направляючих з різьбовим хвостовиком
| Середній розмір опоки або D, мм | Матеріал опоки | Розміри, мм | ||||||||
| d | d1 | d2 | d3 | d4 | d5 | l | l1 | l2 | ||
| До 755 | Сталь або чавун | 24, 5 | М20 | 16, 5 | 25, 30 | |||||
| Понад 755 до 1500 | Сталь або чавун | 29, 5 | М24 | 19, 5 | 30, 35 | |||||
| Понад 1500 до 2500 | Сталь або чавун | (35) | 35, 4 (34, 5) | М30 | 25, 0 | 35, 40 | ||||
Продовження таблиці 8.5
| Понад 2500 до 3500 | Сталь або чавун | 39, 5 | М36 | 30, 0 | 40, 45 | |||||
| Понад 3500 до 5000 | Сталь | (40) | 49, 5 (39, 5) | (45) | М48 (М36) | 41, 0 (30, 0) | ||||
|
|
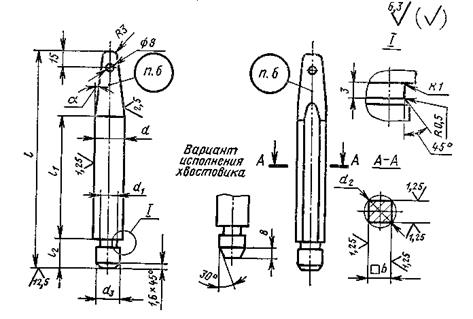
Рисунок 8.4 -. Конструкція штирів центруючих (а) і направляючих (б)
із циліндровим хвостовиком
Таблиця 8.6 - Розміри штирів центруючих і направляючих з циліндровим хвостовиком
| Середній розмір опоки у просвіті, мм | Розміри, мм | |||||||||
| d | d1 | d2 | d3 | b | l | l1 | l2 | aц | aн | |
| Понад 755 до 1500 | 29, 5 | 3о | 5о | |||||||
| 3о | 5о | |||||||||
| 3о | 5о | |||||||||
| 1о30 | 3о | |||||||||
| 1о30 | 3о |
Продовження таблиці 8.6
| Понад 1500 до 2500 | (35) | 35, 4 (35, 4) | 36 (35) | 3о | 5о | |||||
| 3о | 5о | |||||||||
| 1о30 | 3о | |||||||||
| 1о30 | 3о | |||||||||
| 1о30 | 3о | |||||||||
| Понад 2500 до 3500 | 39, 5 | 3о | 5о | |||||||
| 3о | 5о | |||||||||
| 1о30 | 3о | |||||||||
| 1о30 | 3о | |||||||||
| 1о30 | 3о | |||||||||
| Понад 3500 до 5000 | 50 (40) | 49, 5 (39, 5) | 55 (45) | 40 (35) | 50 (40) | 3о | 5о | |||
| 3о | 5о | |||||||||
| 1о30 | 3о | |||||||||
| 1о30 | 3о | |||||||||
| 1о30 | 3о |
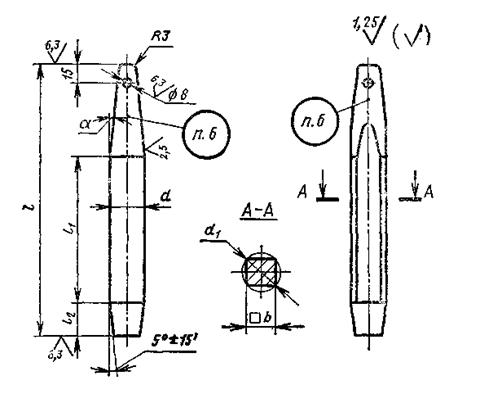
Рисунок 8.5 - Конструкція і розміри штирів центруючих (а) і направляючих (б)з конічним хвостовиком
Таблиця 8.7 - Розміри штирів центруючих і направляючих з конічним хвостовиком
| Середній розмір опоки у просвіті, мм | Основні розміри, мм | |||||||
| d | d1 | b | l | l1 | l2 | aц | aн | |
| Понад 755 до 1500 | 3о | 5о | ||||||
| 3о | 5о | |||||||
| 3о | 5о | |||||||
| 1о30 | 3о | |||||||
| 1о30 | 3о | |||||||
| Понад 1500 до 2500 | 36 (35) | 36 (35) | 3о | 5о | ||||
| 3о | 5о | |||||||
| 1о30 | 3о | |||||||
| 1о30 | 3о | |||||||
| 1о30 | 3о | |||||||
| Понад 2500 до 3500 | 3о | 5о | ||||||
| 3о | 5о | |||||||
| 1о30 | 3о | |||||||
| 1о30 | 3о | |||||||
| 1о30 | 3о | |||||||
| Понад 3500 до 5000 | 50 (40) | 55 (45) | 50 (40) | 210 (210) | 45 (40) | 3о | 5о | |
| 3о | 5о | |||||||
| 1о30 | 3о | |||||||
| 1о30 | 3о | |||||||
| 1о30 | 3о |
Для транспортування і кантування в процесі формування на малих опоках передбачені залиті ручки, скоби і суцільнолиті ручки. Залиті сталеві ручки застосовують головним чином у чавунних опоках, а залиті сталеві скоби для опок з легких кольорових сплавів, що обслуговуються одним формувальником, суцільнолиті ручки - тільки в сталевих опоках. На кранових опоках для транспортних операцій передбачені цапфи.
В опоках для машинного формування з робочими розмірами понад 1050 мм для втримання формувальної суміші виконують спеціальні ребра - шпони (ребра - хрестовини).
У стінках опок роблять вентиляційні отвори для виводу газів. Вентиляційні отвори не виконують в місцях спряження ребер, цапф, втулок і платиків із стінками опок, в місцях маркування, а також в опоках для виготовлення форм із рідких віброущільнюваних хімічнотвердіючих сумішей.
Для запобігання підйому верхньої напівформи рідким металом при заливанні форми і виключення виходу металу по розніманню форми, на зібрану форму встановлюють вантаж або напівформи скріплюють між собою за допомогою скоб, болтів, клинів або струбцин, і для цього на опоках використовують кріпильні вушка. Вушка для скріплення опок болтами мають прорізи або отвори. Конструкції і розміри опок строго регламентовані ГОСТами [14, 19, 20].
В умовах дрібносерійного і серійного виробництва для скріплення ливарних форм також використовують скоби, конструкція яких наведена на рис. 8.6. Цей спосіб найбільш простий, надійний і практичний. На клиновидні платики, прилиті до опок, у момент скріплення надягають скоби. Розміри платиків і скоб різні і залежать від розмірів опок (табл. 8.8). Платики розташовують по довгій стороні опоки, Число платиків (від 2 до 4) залежить від розмірів опоки. Скоби можуть бути литими або кованими.
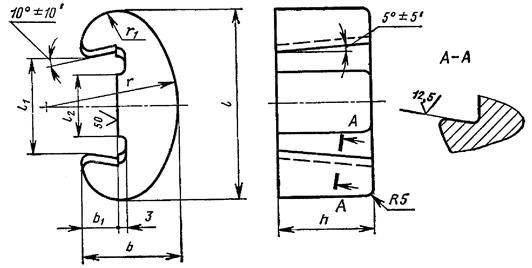
Рисунок 8.6 - Конструкція литої кріпильної скоби
Таблиця 8.8 – Розміри скоб литих кріпильних для ливарних опок
| Середній розмір опоки у просвіті, мм, або D | Основні розміри, мм | Навантаження, що допускається на скобу, кН | |||||||
| l | l1 | l2 | h | b | b1 | r | r1 | ||
| До 500 | |||||||||
| Понад 500 до 755 | |||||||||
| Понад 755 до 1050 |
Для знімання півформ, виготовлених в опоках з середнім робочим розміром до 500 мм за допомогою штифтів формувальної машини, використовують платики. Конструкція і розміри платиків наведені на рис.8.7.
виконання 1 виконання 2
Рисунок 8.7 - Конструкція платиків для штифтового знімання півформ
Для виготовлення разових піщаних форм на автоматичних формувальних лініях використовують опоки з робочими розмірами: L = від 500 до 1600 мм; В = від 400 до 1200 мм; Н = від 100 до 500 мм або від 200 до 500 мм. Основні параметри таких опок наведені в ГОСТ 22096-84.
Опоки для автоматичних ліній виготовляють суцільнолитими із чавуну ВЧ 400-15 за ДСТУ 3925-99 або із сталі марок 30Л, 35Л, 40Л і 45Л за ГОСТ 977-88.