Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Дәріс 8. Өнімдерді қысыммен өңдеуге арналған машиналар.
|
|
Дә ріс жоспары:
1. Престеу. Престеудің мақ саттары.
2. Шыжық тан майды сығ ып алуғ а арналғ ан пресстер.
3. Шыжық тан майды сығ ып алуғ а арналғ ан престердің есептеулері.
4. Шприцтер. Олардың жұ мыс істеу принциптері.
5. Негізгі есептеулері.
Сыртқ ы кү штердiң ә серінен материалдарды қ ысымымен механикалық ө ң деудейтін жабдық тарды престеу деп атайды. Процестi жетiлдiру, ол материалдардан сұ йық фракцияларды неғ ұ рлым кө бiрек бө ле отырып, бө лiнген сұ йық тық пен нығ ыздалғ ан қ алдық тың сапасын жоғ арлатумен анық талады. Жалпы престеу мынандай мақ саттарды кө здейдi:
- қ атты денеден сұ йық ты ажырату;
- пластикалық материалдарды қ алыптау (формалау);
- сусымалы материалды нығ ыздау;
- материалдарды тесiктерден сығ ып шығ арып, қ ажеттi пiшiндi ө нiм алу (экструзия);
Қ атты денелерден сұ йық ты сығ ып шығ ару екi мақ сатты кө здейдi: бiрiншiден, сұ йық бағ алы компонент ретiнде (шырын, ө сiмдiк майлары, жә не т.б.) қ атты денеден ажыратылып алынады; екiншiден, сұ йық бағ асыз компонент ретiнде (iрiмшiктен) ажыратылады. Бұ л кезде бiртектi сұ йық жә не бiртектi нығ ыздалғ ан қ алдық (брикет пiшiндi) алынады. Ол ө нiмнiң кө лемiн кiшiрейтiп, жең iл тасымалдануына жә не кө п сақ талуына мү мкiндiк бередi. Бұ л жағ дайда материалдың процестi жетiлдiруде берiлген параметрлерi немесе алғ а қ ойғ ан мақ саты ө лшемдерi мен формасына жә не қ ажеттi технологиялық талаптарының қ анағ аттануымен анық талады.
Шыжық ты престеу кезінде екі тү рлі процесс жү реді: қ атты фазадан (шыжық тан) сұ йық фазаның (майдың) бө лінуі жә не қ атты бө лшектердің бірігіп, кү нжараның брикет тә різді (гидравликалық престерде) немесе ә ртү рлі формаларғ а айналуы
Шыжық ты престеу кезінде процестің жақ сы жү руі негiзгi мынандай факторларғ а тә уелді: шыжық қ ұ рамындағ ы шикізаттардың тү ріне, вакуумды-горизанталды қ азанда пісірілу режиміне, қ ұ рылымына, шыжық тың температурасына, престеу уаќытына, қ ысым шамасына, шыжық тың майлылығ ы мен ылғ алдылғ ына жә не ең соң ында престің жасалу қ ұ рылымына байланысты.
Шыжық тан сұ йық фракцияларды бө лiп алуда центрифугалар жә не экстракциялауғ а қ арағ анда, эксплутациялық жә не экономикалық артық шылығ ы мен меншiктi энергия шығ ыны жағ ынан престеу тиiмдi. Бірақ та ө нiмнiң технологиялық қ ұ рылымы мен ерекшелiгiн ескере отырып, престеу процесi шыжық тағ ы майдың мө лшерi 25-6 % аралығ ында болғ ан кезде қ олданылғ ан тиiмдi деп саналады.
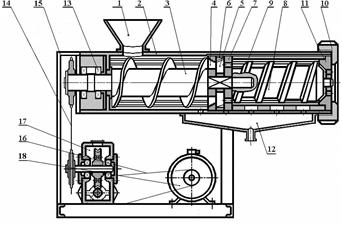
2-сурет. Шыжық тан майды сығ уғ а арналғ ан пресс сұ лбасы:
1 – шанақ; 2 – тұ рқ ы; 3 – тасымалдаушы шнек; 4 – қ абылдағ ыш тор; 5 – пышақ; 6 – сақ ина; 7 – тор; 8 – престеушi шнек; 9 – зеерлi цилиндр; 10 – сомы; 11 – торлы конус; 12 – тү п; 13 – мойынтiрек торабы; 14 – шынжырлы берiлiс; 15 – тұ ғ ыр; 16 – бә сең деткiш; 17 – электрқ озғ алтқ ыш; 18 – сына-қ айысты берiлiс.
Шыжық шанақ қ а 1 тиеліп, шанақ тан цилиндрлі тұ рқ ының 2 ішінде орналасқ ан бойлық ойық тар арқ ылы жетекпен айналмалы қ озғ алысқ а келетiн тасымалдаушы шнекпен 3 бір мезгілде тасымалданып, ұ сақ тау механизiмiнде ұ сақ талады. Ұ сақ талғ ан шыжық престеуші бө лмешiкке ө тiп, престеушi шнектiң 8 iшкi диаметрлерiнiң жү рiс бойынша ү лкеюiне байланысты престеледі, зеерлі цилиндрдің 9 iшкi бетiндегi бойлық тесiктер мен тұ рқ ыдағ ы 2 тесіктер арқ ылы шыжық тан бө лiнген сұ йық фракция престiң астында орналасқ ан тү пке 12 ағ ып, одан ары қ арай келесi ө ң деулерге жiберiледi. Престелген шикiзат тұ рқ ының 2 шығ ар аузындағ ы конусты тор 11 арқ ылы сыртқ а шығ ады.
Олай болса престің кескіш механизімінің ө німділігінің кесу мү мкiншiлiгiн, кез-келген ет кескiш машиналар сияқ ты, профессор А.И. Пелеевтiң ә дiстемесi бойынша былай табуғ а болады:
 , кг/сағ
, кг/сағ
мұ ндағ ы: F- кескiш механизмнiң кесу мү мкiншiлiгi, м2/сағ;
F1- бiр бiрлiк массадағ ы шикiзаттың ұ сақ талуынан алынғ ан ө нiмнiң меншiктi ауданының бө лiгi, м2/ кг;
 - механизмнiң кескiш мү мкiншiлiгiн пайдаланатын коэффициент.
- механизмнiң кескiш мү мкiншiлiгiн пайдаланатын коэффициент.
Кескiш мү мкiншiлiгi дегенiмiз - бiрлiк уақ ытта пышақ тармен кесiлген бетi (ауданы).
 м2/сағ;
м2/сағ;
мұ ндағ ы п-пышақ тың айналу саны, айн/мин;
к-пышақ тың қ ырлар саны (к=4)
f -бiр айналымдағ ы пышақ пен кесiлген аудан, м;
i -кесiлген жазық тық тар ауданы, м2
Ет жә не сү т ө неркә сiбiнде дозалап толтыратын машиналар кө п қ олданылады. Қ ысым ә серiмен қ абық шаны механикалы жолмен толтыратын машиналар тобына шприцтердi жатқ ызады. Шприцтер шұ жық қ абық шасын тартылғ ан етпен, сонымен қ атар сү т ө неркә сiбiнде балқ ытылғ ан сырды жасанды қ абық шамен толтыруда қ олданылады.
Ө ндiрiсте пневматикалық, гидравликалық жә не механикалық жетектi, тiк жә не кө лденең ығ ыстырғ ыш қ ұ ралы бар поршендi шприцтер қ олданылады.
Поршендi шприцтiң жұ мысшы цилиндрiнде фарш аздап деформацияланады, сондық тан шприцтеу сапасы жоғ ары.
Поршендi шприцтер қ ұ рылғ ыдан шығ арда жоғ ары қ ысым жасайды, сондық тан оларды кө бiнесе жартылай қ ақ талғ ан жә не шикiдей қ ақ талғ ан шұ жық тарды қ алыптау ү шiн қ олданылады.
Поршендi шприцтердiң кемшiлiктерi:
· ө нiмдiлiктерi тө мен;
· жұ мысшы цилиндрдiң жү ктелуi жә не вакуумды ө ң деудiң кү рделiлiгi;
Оларды болдырмау ү шiн арнайы қ оректендiргiш қ ұ рылғ ы қ арастырылады. Бiрақ та оларды орнатқ анда фарш қ осымша деформацияғ а ұ шырайды. Бұ л фарштың сапасына керi ә серiн тигiзедi.
Шприцтiң секундық ө нiмдiлiгi:
 , м3/с;
, м3/с;
f – ығ ыстырыш арқ ылы ө нiмнiң еркiн ө ту ауданы;
х0 – массаның ө стiк жылжуының нақ ты жылдамдығ ы;
Шприц ығ ыстырғ ыштарының электрқ озғ алтқ ыштарының қ уаты:
 кВт
кВт
R - ығ ыстырғ ыш тудыратын тегеурiннiң қ ысымы, Па;
hа - қ уаттың қ ор коэффициентi,
h1 - ығ ыстырғ ыштың механикалық П°К-i.
Вакуумдi-сорапқ а арналғ ан электрқ озғ алтқ ыштың қ уаты:

А - вакуумдi-сораппен айдалатын 1 м3 ауаны сығ уғ а жұ мсалатын энергия шығ ыны; максималды мә нi А=45000 Дж/м3;
h2 – сораптың механикалық ПӘ К-i, h2=0, 8
Бақ ылау сұ рақ тары:
1. Престудің негізгі мақ саты қ андай?
2. Қ ысыммен ө ң дейтін жабдық тар қ алай жіктеледі?
3. Кесу мү мкіншілігі қ алай анық талады?
4. Шыжық тан майды сығ ып алуғ а арналғ ан престің жұ мыс істеу принципі қ андай?
5. Шприцтердің жұ мыс істеу принципі қ андай?
6. Неігізгі есептеулері?
Ұ сынылатын ә дебиет:
4.1.1. Пелеев А.И. «Технологическое оборудование мясной промышленности». М.: Пищевая промышленность, 1971.
4.1.2. Ш. Тілегенов, Кү зембаев, Н. Ө серов «Тамақ тану кә сіпорынының жабдық тары» Ы. Алтынсарин атындағ ы Қ азақ тың білім академиясының Республикалық баспа кабинеті, 1999 ж., 253 бет.
4.1.3. Сурков В.Д., Липатов Н.Н., Золотин Ю.П. «Технологическое оборудование молочной промышленности». М. «Легкая и пищевая промышленность», 1983. – 431с.
4.1.4. Ивашов В.И. «Технологическое оборудование мясной промышленности» Часть 1. М. Колос 2001 – 552 с.