Главная страница Случайная страница
КАТЕГОРИИ:
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Задание № 8
|
|
1. Какими приемами выполняют накатывание и при каких режимах обработки?
2. Какие технические требования предъявляются к накатываемой поверхности?
3. Какие вы знаете виды, причины и способы предупреждения брака при накатывании?
ЛИТЕРАТУРА
I. Бергер, И.И. Токарное дело / И.И. Бергер Мн.. 1980
2 Бергер, И.И. Справочник молодого токаря И.И Бергер Мн., 1987.
3. Бергер, И.И. Справочник заданий по токарному делу И.И. Бергер. Мн., 1975.
4. Блюмберг, В.А. Справочник токаря / В А Блюмберг. Е.И. Зазерский. - Л, 1981
5. Дрогун, А.П. Режущий инструмент / А П Дрогу н М. 1986.
6. Максимов, И.П. Задания по специальной технологии токарного дела /
И.П. Максимов. М., 1980.
7. Неустроев, Г.Н. Методика преподавания токарного лела Г.Н. Неустроев.
М., 1987.
8. Слепинин, В.А. Руководство по обучению токарей по металлу / В.А. Слепинин М., 1989.
9. Скакун, В.А. Введение в профессию мастегз производственного обучения: метод. пособие / В.А Скакун. М., 1988.
10. Схиртладзе, А.Г. Станочник широкого профиля А Г Схиртладзе,
В Ю Новиков М., 1989
II. Фещенко, В.Н.Токарная обработка / В Н Фещенко Р X Махмутов. М., 1990.
12. Чупырин, В.Н Технология технического контроля в ч(гшиностроении: справ, пособие / В.Н. Чупырин. М., 1990.
ПРИЛОЖЕНИЯ[3]
Высокопроизводительные методы отделки поверхностей
К отделочной (финишной) обработке поверхностей относятся такие виды обработки, как алмазное точение и растачивание, тонкое шлифование, копирование алмазным инструментом, притирка, доводка (суперфиниширование), обкатывание наружных и внутренних поверхностей шариками и роликами, хонингование, вибронакатывание, а также накатывание.
Отделочная обработка направлена на формирование поверхностного слоя детали с заданными свойствами, уменьшение шероховатости, повышение точности размеров, а также придания поверхности детали товарного вида.
Тонкое (алмазное) точение используется при обработке наружных цилиндрических и конических поверхностей, а также торцов заготовок. При этом достигается шероховатость поверхности Ra = 0, 32...1, 25 мкм и точность обработки 5...6- го квалитета. Алмазное точение осуществляется с малой подачей (0, 02...0, 05 мм/об), малой глубиной резания (0, 05...0, 15 мм) и высокой скоростью резания (300...3000 м/мин). Резание с малыми сечениями стружки и, следовательно, с малыми силами позволяет обтачивать заготовки с высокой точностью.
Но если говорить о прогрессивных методах алмазного точения, то нужно отметить специальные станки повышенной точности, для которых характерны: высокая частота вращения шпинделя (2000...6000 об/мин), малые подачи (0, 02...0, 05 мм/об), высокая точность вращения шпинделя (радиальное биение не более 0, 005 мм), высокая точность и большая жесткость всех элементов станка, отсутствие вибраций в процессе обработки (достигается использованием ременных передач).
Если в единичном производстве наружные цилиндрические поверхности притирают на токарном станке притирами, то в крупносерийном и массовом производстве данная операция выполняется на специальных притирочных станках, оснащенных в качестве инструмента двумя чугунными дисками, между которыми находятся заготовки, свободно уложенные в гнезда опорного диска. При вращении чугунных дисков (или только одного нижнего диска) создается движение качения и скольжения заготовок. При притирке на поверхности дисков наносят абразивные смеси и пасты. Точность обработки при притирке в пределах 5-го квалитета (и точнее), шероховатость обработанной поверхности Ra = 0, 32...0, 01 мкм.
Доводка (суперфиниширование) применяется при обработке наружных цилиндрических поверхностей, а доводка отверстий осуществляется хонингованием (притирочным шлифованием) - это осуществляется на специальных станках.
При суперфинишировании в качестве инструмента используют головку с абразивными брусками. Рабочие движения: вращение заготовки, продольное передвижение брусков и их колебательное движение вдоль оси заготовки. Главное рабочее движение - колебательное движение головки с абразивными брусками (рис. 1).
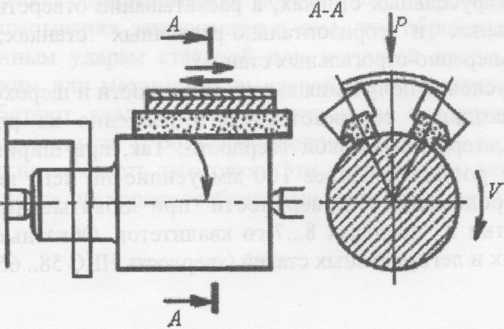 Рис. 2. Схема суперфиниширования
Рис. 2. Схема суперфиниширования
|
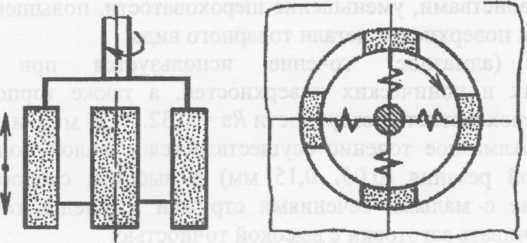
Хонингование осуществляется хонинговальной головкой (хоном), оснащенной шестью и более абразивными раздвижными брусками, совершающими вращательное и возвратно-поступательное движение вдоль оси обрабатываемого отверстия (рис. 2). Зернистость брусков выбирают в зависимости от требуемой шероховатости обработанной поверхности и величины припуска. Точность хонингования в пределах 5-го квалитета, шероховатость обработанной поверхности R а = 0, 05...0, 025 мкм.
| б |
| а |
| Рис. 2. Схема обработки хонинговальной головкой: а - хонинговальная головка; б - хонинговальная головка в работе |
Процесс обкатывания осуществляется свободно вращающимися роликами или шариками, соприкасающимися с вращающейся деталью под давлением, благодаря чему обеспечивается упрочнение поверхностного слоя детали. Достигаемая шероховатость Ra=1, 25...0, 32 мкм (при исходной шероховатости Rа =10, 0...2, 5 мкм).
Схемы обработки обкатыванием зависят от формы поверхности, жесткости обрабатываемой заготовки и технического назначения детали.
При обкатывании наружных цилиндрических поверхностей диаметр уменьшается, а при раскатывании отверстий - увеличивается. Поверхности жестких деталей обрабатывают односторонними роликовыми оправками (с одним роликом), а менее жестких - многороликовыми устройствами, которые уравновешивают действующие силы давления.
Различают многороликовое обкатывание цилиндрических поверхностей обкатывание канавок и галтелей, обкатывание торцевых поверхностей, многороликовое раскатывание сферических и конических поверхностей, обкатывание наружных сферических поверхностей, обкатывание дна шлицев и т. д.
Обкатывание роликами производят после чистового точения, при обработке незакаленных поверхностей обкатывание роликами заменяют шлифованием.
Обкатывание наружных цилиндрических поверхностей производят на токарных, револьверных и карусельных станках, а раскатывание отверстий, кроме указанных, так же на сверлильных и горизонтально-расточных станках; плоские поверхности обкатывают на поперечно-строгальных станках.
Основное условие получения заданной точности и шероховатости обрабатываемой поверхности создание соответствующего давления на ролик, изготовленный из износостойкого материала высокой твердости. Так, при ширине рабочей части ролика 5 мм и диаметре ролика не более 100 мм усилие на него колеблется от 1 до 3 кН. Достигаемая шероховатость поверхности при обкатывании Ra = 0, 8...0, 2 мкм, точность обработки в пределах 8...7-го квалитетов. Обкатные ролики изготовляют из инструментальных и легированных сталей (твердость HRC 58...65).
Ролик обычно закрепляют в резцедержателе или в оправке шпинделя станка (при раскатывании отверстий) и приводят во вращение. Благодаря силе трения, возникающей между роликом и обрабатываемой заготовкой, поверхность заготовки обкатывается до требуемого качества.
К обработке деформированием поверхностного слоя заготовки относится наклепывание поверхностей шариками, которые применяется для повышения твердости и уменьшения шероховатости поверхности заготовки. Сущность этого метода заключается в том, что обрабатываемую поверхность подвергают многократным, следующим один за другим ударам шариками. Для этого шарики помещают в гнезда быстровращающегося диска, где они под действием центробежной силы смещаются на определенный размер в радиальном направлении и через отверстия на периферии диска наносят удары по обрабатываемой поверхности заготовки. На рисунке 3 приведена схема процесса наклепывания шариками наружных и внутренних поверхностей.
Рис. 3. Схема процесса наклёпывания шариками поверхностей:
а - наружных; б - внутренних
Твердость наклепанного слоя и качество обработанной поверхности зависят от силы и числа ударов шариков, а также от исходной твердости обрабатываемого материала. Эти параметры в свою очередь зависят от скоростей диска (примерно 25 м/с) и обрабатываемой заготовки (30...90 м/мин), а также от расстояния принудительного отталкивания шариков (0, 5...0, 8 мм), диаметра шарика (7... 10 мм) и др. Поверхностная твердость наклепанного слоя повышается на 20...50 %, однако чем выше исходная твердость материала, тем меньше эффект наклепа. Так, например, поверхностная твердость заготовки из стали 45 увеличивается на 18 %, а из стали 25 - на 50 %
Выбор режима обработки поверхности шариками имеет существенное значение на результат обработки. Неправильный выбор режима обработки может привести к разрушению поверхности заготовки. При обработке шарики обычно смазывают смесью веретенного масла и керосина, а обрабатываемую поверхность - керосином.
Другой способ наклепывания заключается в том, что обрабатываемая поверхность подвергается многочисленным ударам стальной или чугунной дроби, выбрасываемой на поверхность пневматическим или механическим устройством. Пневматические устройства для обдувки дробью работают аналогично пескоструйным аппаратам. В механических устройствах имеется вращающийся с большой скоростью ротор, который выбрасывает дробь на обрабатываемую поверхность заготовки. Эти устройства можно устанавливать на токарных станках, оборудовав их приспособлениями для сбора дроби и загрузки ее в бункер.
Учебное издание
Вергейчик Николай Денисович,
Дашкевич Валентина Александровна,
Дашкевич Василий Михайлович
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ.
ОБРАБОТКА ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ. ОТДЕЛКА ПОВЕРХНОСТЕЙ
Учебно-методическое пособие
Редактор Е. Потапейко Компьютерная верстка Е. Матусевич Корректор И. Амелъченя Художник обложки М. Сахащик
Подписано в печать 15.04.05. Формат 60x84/8.
Гарнитура " Таймс". Бумага офсетная.
Уел. печ. л. 19, 6. Уч.-изд. л. 9, 36. Тираж 370 экз. Заказ 334. Код 818. Республиканский институт профессионального образования.
Лицензия ЛВ № 54 от 29.10.02. Ул. К. Либкнехта, 32, 220004, г. Минск. Отпечатано на ризографе Республиканского института профессионального образования. Лицензия ЛП № 34 от 01.09.02. Ул. Матусевича, 24, 220104, г. Минск.
Значения R, приведены для стали. Для чугун*, алюминиевых сплавов брять меньшие значения Л., для медных сплавов - большие (за исключением слесарной обработки, шлифования, ловодрчних работ).
1 Значения Я, приведены для стали. Для чугун*, алюминиевых сплавов брать меньшие значения К, для медных сплавов - большие (за исключением слесарной обработки, шлифования, доводочных работ).
2 В скобках указаны предельно достижимые значения параметра шероховатости и точной обработки.
3 * - Оптимальное (среднее) значение R, для данного вида обработки.
1 Значения Ra приведены для стали. Для чугуна, алюминиевых сплавов брать меньшие значения Ra, для медных сплавов – большие(за исключением слесарной обработки, шлифования, доводочных работ).
2 В скобках указаны предельно достижимые значения переметра шероховатости и точной обработки.
3 *- Оптимальное(среднее) значение Ra для данного вида обработки
4 **- Точность обработки для чугуна.
2 Предлагаемые приложения могут использоваться для изготовления кодограмм на плёнке
[3] Предлагаемые приложения могут использоваться для изготовления кодограмм на пленке